
آموزش جوشکاری لوله یخچال برای لوله آلومینیومی، مسی، جایخی، تریزون، موتور


شما می توانید با به اشتراک گذاشتن دیدگاه و تجربیات خود در انتهای مقاله آموزش جوشکاری لوله یخچال برای لوله آلومینیومی، مسی، جایخی، تریزون، موتور به گفتمان آنلاین با تعمیرکاران آی پی امداد و دیگر کاربران بپردازید.
مشاوره آنلاینجوشکاری نادرست لولههای یخچال به نشتی گاز مبرد و کاهش راندمان دستگاه منجر میشود؛ بنابراین ممکن است شما را با هزینههای تعمیر قابل توجهی روبهرو سازد. در این مطلب از آی پی امداد میخواهیم به آموزش جوشکاری لوله یخچال برای لوله آلومینیومی، مسی، جایخی، تریزون، موتور بپردازیم. در صورت نیاز برای تعمیر یخچال خود با شمارههای 02191003098 و 02158941 تماس بگیرید.
اگر در مورد هرکدام از بخشهای این مطلب سوالی دارید، در قسمت پرسش و پاسخ وبسایت آی پی امداد کامنت بگذارید تا کارشناسان ما پاسخگوی شما باشند.
خلاصه صوتی آموزش جوشکاری لوله یخچال
اهمیت جوشکاری در سیستم تبرید یخچال
در سیستم تبرید مانند یخچال، جوشکاری تنها نوعی اتصال فیزیکی نیست، بلکه شما باید به جوشکاری به عنوان یک آببندی مولکولی کامل نگاه کنید. از آنجایی که گازهای مبرد مولکولهای بسیاری کوچکی دارند، اختلال در جوشکاری و ناخالصی در جوش میتواند نشتی تدریجی گاز مبرد و کاهش راندمان دستگاه را بهدنبال داشته باشد؛ از همین رو یک جوش خوب ویژگیهایی به صورت زیر دارد:
1. میزان نشتی صفر
- یک جوش خوب از فرار گاز مبرد جلوگیری میکند.
2. میزان انسداد صفر
- یک جوش خوب بههیچ عنوان مسیر جریان مبرد را مسدود نخواهد کرد.
3. مقاومت مکانیکی بالا
- یک جوش خوب میتواند در مقابل تغییرات دما و لرزش مقاومت بالایی از خود نشان دهد.
آشنایی با انواع لولهها در سیستم تبرید یخچال
نوع لولهها در تعیین نوع جوشکاری اهمیت قابل توجهی دارند؛ از همینرو بهتر است با انواع لوله در سیستم یخچالهای امروزی آشنا باشید تا بتوانید به بهترین شکل این کار را انجام دهید. به طور کلی در سیستم یخچالهای جدید با سه نوع متریال و لوله روبهرو میشوید که به صورت زیر هستند.
1. لولههای مسی
- لولههای مسی در خطوط دهش، مکش، کندانسور پشت یخچال و اتصال موتور به سیستم مورد استفاده قرار میگیرند.
- برای جوشکاری اصولی لولههای مسی معمولا از لحیمکاری سخت با سیم جوش نقره کمک میگیرند.

2. لولههای آلومینیومی
- لولههای آلومینیومی در قسمتهایی مانند اواپراتور یا جایخی، کندانسور دور درب، بخشی از خط مکش یا تریزون بهکار میرود.
- این نوع لولهها را با سیم آلومینیوم و پودر مخصوص یا جوش TIG، جوش میکنند.
3. لوله مویی (کاپیلاری)
- این نوع لولهها از مس یا استیل با قطر بسیار کم ساخته میشوند و در قسمت تنظیم فشار بین کندانسور و اواپراتور مورد استفاده قرار میگیرند.
- برای جوشکاری لوله مویی از لحیمکاری نقرهای بسیار دقیق استفاده میکنند.

ابزارها و تجهیزات مورد نیاز برای جوشکاری لولههای یخچال
برای جوشکاری لوله یخچال برای لولههای آلومینیومی، مسی، جایخی، تریزون و موتور شما به ابزارهای مختلفی نیاز خواهید داشت، بهتر است بدانید انتخاب ابزار مناسب اهمیت زیادی دارد؛ پس نباید آن را سرسری بگیرید.

1. دستگاه جوش (مشعل)
- مشعلهای اکسی استیلن بهترین و حرفهایترین گزینه برای جوشکاری هستند. این مشعلها شعلهای قوی و متمرکز با حرارت بالا دارند.
- برای لولههای نازک مسی و آلومینیومی در شرایط اضطراری باید از تورچ گاز پوپان استفاده کرد؛ اما کنترل حرارت در آنها پایینتر است.
2. سیم جوش برای مس
- حداقل 5 تا 15 درصد نقره برای اتصال مس به مس نیاز است.
- سیم جوش نقرهای فسفردار مانند فیلر 1 و 2 درصد که به فلاکس یا همان روانساز نیازی ندارد بهترین گزینه برای جوشکاری لولههای مسی است.
- برخلاف اتصال مس به مس در اتصال مس به برنج و فولاد فلاکس نیاز است.
3. سیم جوش و فلاکس برای آلومینیوم
- سیم جوش آلومینیوم مخصوص برودت که معمولا از آلیاژ روی ساخته میشوند و دارای نقطه ذوب پایینتری از آلومینیوم لولههای یخچال هستند هم برای جوشکاری لولههای آلومینیومی ضروریاند.
- فلاکس یا پودر جوش آلومینیوم که مادهای شیمیایی برای شکستن لایه اکسید آلومینیوم با قابلیت تشکیل در دماهای بالا و ممانعت از جوشکاری هم بدین منظور نیاز است.
4. سیم جوش برای اتصال مس به آلومینیوم
- سیم جوش مخصوص اتصال مس به آلومینیوم که معمولا از آلیاژ روی و آلومینیوم با نقطه ذوب خاص ساخته میشود، برای این نوع جوشکاری مورد استفاده قرار میگیرد.
- البته برخی از تعمیرکاران آلیاژهای برنجی مخصوص با فلاکس قوی مورد استفاده قرار میدهند.
5. ابزارهای آمادهسازی لوله
- لولهبر برای برش دقیق لوله
- برقو به منظور حذف پلیسه و برداهها از داخل لوله پس از برش برای جلوگیری از انسداد لوله مویی
- گشادکن برای گشادکردن دهانه لوله به منظور قرارگیری راحتتر لولهها داخل یکدیگر
6. تجهیزات ایمنی
- عینک محافظ تیره
- دستکش جوشکاری
- سیستم تهویه مناسب
آموزش جوشکاری لوله یخچال
همانطور که متوجه شدید، لولههای یخچال در سه نوع وجود دارند که در ادامه به شما توضیح خواهیم داد هر لوله را چگونه میتوانید به شیوهای اصولی و درست جوشکاری کنید.
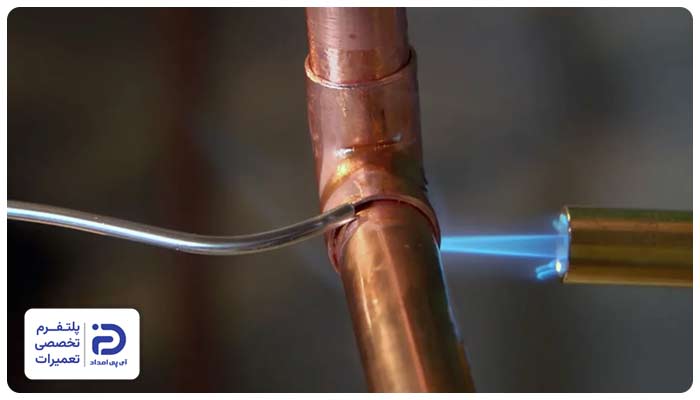
1. جوشکاری لولههای مسی (Copper-to-Copper)
رایجترین و کمدردسرترین نوع جوشکاری در سیستمهای برودتی، جوشکاری مس است. برای جوشکاری این نوع لولهها مراحل زیر را دنبال نمایید.
1. آمادهسازی لولههای مسی
- لولهها را با لولهبر ببرید، توجه داشته باشید که لبههای لوله مسی باید کاملا صاف باشند.
- با استفاده از برقو یا یک سوهان نازک، برادهها و پلیسههای داخلی لوله را بردارید.
- این مسئله اهمیت بسیاری دارد؛ چراکه حتی یک براده کوچک هم برای مسدود کردن لوله مویی کافی است.
- سطوح خارجی لوله داخلی و سطوح داخلی لوله بیرونی را با کمک سنباده نرم یا برس سیمی تمیز کنید و هرگونه چربی یا اکسید روی آن را پاک نمایید.
- اتصال یا “Fit-Up” را انجام داده و برای این منظور لوله کوچکتر را داخل لوله گشاد شده بگذارید.
2. انتخاب سیم جوش و فلاکس
- سیم جوش نقرهای حاوی فسفر با 2 تا 5 درصد نقره باید برای اتصال مس به مس مورد استفاده قرار گیرد.
- این نوع سیم جوش از خاصیت فلاکس برای مس برخوردار بوده و به فلاکس خارجی نیازی ندارد.
- در صورت استفاده از سیم جوش نقره خالص یا اتصال مس به فولاد، فلاکس یا پودر سفید رنگ مخصوص به مس هم نیاز است.
3. تکنیک جوشکاری
- شعله مشعل را تنظیم کنید.
- شعله باید خنثی و اکسیدکننده باشد.
- شعله متمرکز و نوکتیز به تولید دوده منجر میگردد.
- بنابراین حرارت را به شکل یکنواخت و با حرکات دایرهای به محل اتصال برسانید.
- حرارت باید ابتدا روی لولههایی که ضخامت بیشتری دارند، مانند سوپاپ کمپرسور یا خط دهش وارد شود.
- ضمن اینکه حرارت باید به نحوی تنظیم شود که لوله به رنگ سرخ گیلاسی درآید، دمای 600 تا 700 درجه سانتیگراد برای این منظور نیاز است.
- زمانیکه دمای لوله به حد مناسب رسید، باید شعله را از لولهها فاصله دهید و سیم جوش را به محل مورد نظر برای اتصال بزنید.
- لولههای داغ به ذوب سیم جوش منجر میشوند و دیگر نیازی به استفاده از شعله نیست.
- این عمل به جذب سیم جوش توسط خاصیت مویینگی به داخل درز منجر گشته و اتصال کاملی را به وجود میآورد.
- از آنجایی که لوله مویی نازک است و با حرارت زیاد ذوب یا مسدود میشود، بهتر است هنگام جوشکاری آن به فیلتر درایر، شعله را روی بدنه فیلتر درایر و قسمت ضخیمتر متمرکز کنید.
- در این حالت بعد از داغ شدن فیلتر درایر، سیم جوش را به اتصال لوله مویی بزنید. همچنین برای جلوگیری از انسداد فیلتر درایر، لوله مویی نباید بیش از 3 تا 5 میلیمتر به فیلتر وارد شود.
- ضمن اینکه نباید جوش داغ را با آب سرد نکنید، جوش باید در دمای محیط خنک شود.
2. جوشکاری لولههای آلومینیومی (Aluminum-to-Aluminum)
جوشکاری آلومینیوم از مس دشوارتر است؛ چراکه این متریال از نقطه ذوب پایین و امکان تشکیل فوری لایه اکسید برخوردار بوده و از آن برای لولههای اواپراتور یا همان جایخی استفاده میکنند.

1. آمادهسازی لولههای آلومینیومی
- تمیزکاری در این نوع جوشکاری به دلیل امکان ایجاد لایه اکسید ضرورت بیشتری دارد.
- با این اوصاف باید محل جوش را به کمک یک برس سیمی یا سنباده تمیز کنید.
- بعد از تمیز کردن سطح مورد نظر از فلاکس برای پوشاندن کل لوله استفاده کنید.
- فلاکس میتواند لایه اکسید را بشکند و از تشکیل مجدد آن جلوگیری نمایید.
- حال سیم جوش آلومینیومی را به پودر فلاکس آغشته نمایید.
2. جوشکاری آلومینیومی
- شعله مشعل را به شکل پهن و ملایم تنظیم کنید.
- توجه داشته باشید که آلومینیوم به شکل ناگهانی ذوب میشود و پیش از آنکه به نقطه ذوب برسد، نشانهای از داغ شدن مانند مس از خود نشان نمیدهد.
- برای گرم کردن لولههای آلومینیوم از حرارت یکنواخت استفاده کنید.
- پیش از آنکه لوله ذوب شود، سیم جوش آغشته به فلاکس را روی محل اتصال بکشید.
- در این صورت در دمای صحیح، سیم جوش به راحتی در محل مورد نظر ذوب و جاری میشود.
- اگر در حین جوشکاری متوجه شدید که لوله نرم یا براق شده است، شعله مشعل را از آن دور کنید.
- ضمنا به یاد داشته باشید که اواپراتورها بسیار نازک هستند؛ پس بهتر است حرارت در کل سطح پخش شود و فقط روی یک نقطه متمرکز نماند؛ این کار از سوراخ شدن لوله جلوگیری میکند.
3. جوشکاری اتصالات غیرمشابه (مس به آلومینیوم)
این اتصال در ناحیه لوله مسی موتور به لوله آلومینیومی اواپراتور از شایعترین نقاط نشتی به شمار میرود. اصلیترین چالش در این نوع جوشکاری نقطه ذوب این دو فلز است.

مس در دمای حدود 1085 درجه سانتیگراد و آلومینیوم در دمای حدود 660 درجه سانتیگراد به نقطه ذوب میرسد؛ پس اگر به اندازه آن را حرارت دهیم که مس داغ شود، آلومینیوم ذوب خواهد شد. این درحالی است که با حرارت 660 درجه سانتیگراد، آلومینیوم میسوزد؛ اما مس جوش نمیخورد. در چنین مواقعی باید از جوینت یا رابط به شکل زیر استفاده کرد.
1. استفاده از جوینت یا رابط (Joint)
- جوینتهای آماده مسی و آلومینیومی که در کارخانه با روشهای خاصی تولید میشوند، بهترین راهکار برای این منظور هستند.
- برای این منظور ابتدا لوله آلومینیومی را به بخش آلومینیومی رابط باتوجه به روش بررسی شده در جوشکاری آلومینیوم متصل کنید.
- سپس لوله مسی را به بخش مسی به کمک جوش نقره وصل نمایید.
- رابط یا جوینت امکانی برای شما فراهم میکنند که جوش مس و آلومینیوم را با موفقیت انجام داده و از خطر جوش مستقیم و پرریسک شما را راحت خواهد کرد.
2. جوش مستقیم مس به آلومینیوم با سیم جوش مخصوص
- البته امکان جوش مستقیم مس به آلومینیوم هم وجود دارد که برای این منظور باید با دقت مضاعفی موارد زیر را طی کنید.
- با استفاده از گشادکن مناسب، لوله آلومینیومی را به حدی گشاد کنید که 10 تا 15 میلیمتر از لوله مسی درون آن جای گیرد.
- حال هر دو سطح را کاملا تمیز کرده و گرمایش را به صورت نامتقارن و بیشتر روی لوله مسی متمرکز کنید.
- زمانیکه لوله مسی کمی داغ شود باید فلاکس مخصوص یا پودر مخصوص مس به آلومینیوم را به آن بزنید.
- در این مرحله سیم جوش مخصوص که معمولا از جنس آلیاژ روی و آلومینیوم است را به محل اتصال نزدیک کنید.
- سیم جوش در این نوع از جوشکاری باید با حرارت شعله ذوب شود.
- شعله را با حرکت سریع به محض ذوب شدن سیم جوش از آن دور کرده و دما را تحت کنترل داشته باشید.
- پس از ذوب شدن با خاصیت مویینگی، سیم جوش به داخل درز اتصال کشیده میشود.
- درصورتی که فیلر یا سیم جوش به خوبی به آلومینیوم نچسبد و فقط روی آن مالیده شود، جوشکاری موفق نبوده و احتمال نشتی بالا میرود.
- دقت کنید که فیلر باید کاملا به آلومینیوم خیس بخورد تا اتصال و جوشکاری موفقیتآمیز باشد.
کنترل کیفیت و آزمایش پس از جوشکاری
تست نشتی یکی از مهمترین مواردی است که حتی بهترین جوشکاران هم باید بعد از انجام مراحل و اقدامات گفته شده انجام دهند. این کار از تخلیه گاز مبرد جلوگیری کرده و به بهبود راندمان دستگاه منجر کمک میکند.
1. تست نشتی اولیه
- سیستم را به یک مخزن نیتروژن خشک وصل کرده و فشار را تا حد 150 تا 250 PSI بنا به توصیه سازندگان یخچال بالا ببرید.
- حال از محلول صابون و آب استفاده کرده و نقاط جوشکاری را با کف آب و صابون به خصوص محل اتصال آلومینیوم به مس را مورد بررسی قرار دهید.
- حباب زدن کف صابون، نشان از وجود نشتی در محل جوشکاری و نیاز مجدد به جوشکاری آن نقطه است.

2. شستشوی سیکل تبرید
- بعد از اطمینان از عدم نشتی، لولهها را از کثیفی، دوده و رطوبت پاک کنید.
- برای پاک کردن و شستشوی سیکل تبرید باید از گاز نیتروژن خشک با فشار بالا استفاده کنید.
- از یک سر سیکل مانند خط دهش، نیتروژن را وارد کرده و از سر دیگر مانند لوله مویی ذرات و آلودگیها را تخلیه نمایید.

3. وکیوم و شارژ گاز
- از پمپ وکیوم استفاده کرده، رطوبت و هوای موجود در سیستم را تخلیه نمایید.
- حداقل 500 میکرون برای رسیدن به خلاء کامل و جذب رطوبت باقیمانده ضروری است.
- بعد از مطمئن شدن از خلاء کامل، فرآیند شارژ گاز یخچال را بر حسب وزن درج شده روی پلاک مشخصات یخچال انجام دهید.
برای تعمیر یخچال با کجا تماس بگیریم؟
در این مقاله با نحوه جوشکاری لوله یخچال آشنا شدید و فهمیدید که لولههای آلومینیومی، مسی و لوله مویی را چگونه جوش کنید. حال اگر در مراحل جوش با مشکل مواجه شدهاید یا یخچال شما ایراد دیگری پیدا کرده میتوانید با شمارههای 02191003098 و 02158941 تماس بگیرید تا کارشناسان آی پی امداد برای تعمیر یخچال شما را راهنمایی کنند.